
|
|
|
|
Литература --> Бумажный брак в производстве  Фиг. 9. механизма встречается лишь в американских конструкциях В. с. (фиг. 9), Число колебаний питающего ковша А достигает 200- 250 в минуту. Европейские конструкторы дают принудитель- □ное двухроликовое питание (фиг. 1, А и Б). В этой системе продукт из распределительной коробки поступает в неподвижный ковш, откуда через узкую продольную щель он попадает на первый (подводящий) ролик и по нему скатывается на второй (питающий), а с этого последнего уже попадает на вальцы (В и Bj). Питающие ролики снабжают рифлями (преимущественно продольными) в виде остроугольных или полукруглых канавок. Роль вращающихся питающих роликов заключается в выравнивании толщины непрерывной ленты продукта, как бы в вытягивании ее. Подводящий ролик обычно имеет диаметр от 120 до 140 мм и окружную скорость до 0,33 м/ск, питающий - меньший диам. 60 - 80л1Л1, но ббльшую окружную скорость-до 0,75 м/ск. Двухроликовое питание в американских В. с. не встречается. Однороликовое питание (фиг. 10 и 11, А) применяется и европейск. и американскими конструкторами с вполне удовлетворительными результатами. Недостатком питающих устройств с роликовой принудительной подачей продукта является наличие неподвижных подводящих щитков, не подвергающихся очистке непрерывным сотрясением (как это имеет место при свободном питании при помощи встряхиваемых ковшей); вследствие этого при влажном зерне на них часто образуются неподвижные островки непереработанного продукта, разбивающие его непрерывную ленту на отдельные струи. Требуемая интенсивность подачи продукта регулируется обычно изменением ширины питающей щели встряхиваемого или неподвижного ковша. Для сохранения постоянства заданного режима питания существуют автоматические устройства, действующие таким образом, что с возрастанием давления продукта на подвижной щиток 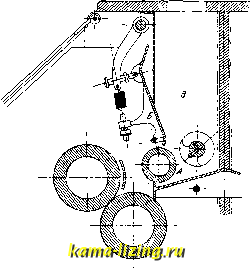 Вальцы 1 Фиг. 10. (фиг. 10, Б), образующий стенку питающего ковша (фиг. 10, В), рычажная передача уменьшает ширину питающей щели. Производительность В. с. и расходуемая ими мощность подсчитываются на основании эмпирич. данных, т. к. существующие теоретические формулы (проф. Афанасьева, Кика, Зворыкина) выведены в предположении одинаковой скорости обоих вальцов и освещают общую картину процесса размола, не учитывая явлений скалывания и срезывания зерна, имеющих место при неодинаковой скорости вальцов. В помещенной здесь таблице даны средние величины Средняя производительность вальцовой пары в кг в час и необходимая мощность Bff.
производительности пары вальцов, выведенные на основании данных европ. з-дов. Производительность дранных (рифленых) вальцов следует относить к первому пассажу; производительность гладких вальцов относится к размолу полноценных крупок и дун-стов; при вымоле оболочек (темных дун-стов) производительность на 10-15% ниже. Производительность вальцов американского В. с, при соответственно большей их скорости, на 25-40% выше. В мельничной практике принято выражать производительность в более удобном для производственных расчетов виде, а именно-как рабочую длину вальцов (для различных типов помола и последовательных пассажей), приходящуюся на единицу суточной производительности мельницы, или как допустимую на единицу длины вальцов величину суточной производительности. Эти-то величины не дают истинных количеств пропускаемого через вальцы продукта, так как при всяком сложном 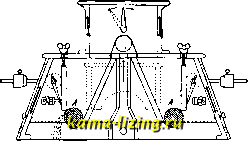 Фиг. 11. помоле (повторительном, полувысоком, высоком) имеет место, с одной стороны, промежуточный отбор достаточно измельченного готового продукта, с другой-неоднократный возврат не вполне переработанной части продукта на мсяющие системы; т.о. лишь первый, дранный пассаж пропускает в действительности количество продукта, равное производительности мельницы. Лит.: К о 3 ь м и н П. А., Муком.-крупяиое производство, М., 1926; Зворыкин К., Курс по му-ком.производству, Xai)bKOB, 1894; Афанасьев П., Ыуком. мельницы, 2 изд., Москва, 1883; В а и т-g а г 1 п е г F., Selbstunterricht Шг Miiller und Muhlen-bauer, Leipzig, 1921; Kettenbach F., Kate-chismus fur Miiller imd Miihlenbauer, Lpz., 1924; К i с k. Б\, Die Mehlfabrikation, Lpz., 1894; C г e у d t H., Aus der Praxis d. Hartgusswalzenfabrikation, Zeit-schrift f. d. ges. Mtililen\vesen , Frankfurt a/M., 1927, April, H. I. B. Лукьянов. ВАЛЬЯН, отдельная часть некоторых машин текстильного производства, представляющая собою цилиндр с игольчатой или какой-либо иной обрабатывающей поверхностью. В прядении вальян - цилиндр кардочесальных машин, обтянутый кардой (игольчатой лентой). В ткачестве - цилиндр, набирающий ткань на ткацкие станки. См. Прядение и Ткацкое производство. ВАЛЯЛЬНАЯ МАШИНА, машина для свойлачивания шерстяных товаров, встречается самых различных конструкций. В. м. состоит из деревянного кожуха, в к-ром находятся на соответствующих опорах: 1) механизм для приведения в движение машины. 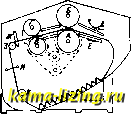 состоящий из привода, насаженного на вал А, от к-рого движение передается валу В; 2) механизм для направления движения товара, состоящий из свободно вращающихся валиков К и 3, неподвижной площадки Е и пальцев И, через к-рые проходит товар; 3) механизм для ували-вания товара по ширине в виде главных валов машины А, Б, В, Г и вертикально поставленных валиков Ж (товар уваливается по ширине и при прохождении через пальцы И); 4) механизм для уваливания товара по длине в виде подвижного рычага Д, задерживающего движение товара своей тяжестью или при помощи наложенных на него грузов, если рычаг не связан с приспособлением для механического регулирования налима. Кроме приведенного типа В. м., служащих чаще всего для уваливания шинельных сукон, для легких товаров конструируются машины с одной парой главных валов, пользующиеся наибольшим распространением в суконном производстве. Наконец, встречаются машины с одним нижним и тремя верхними валами или же с одним нижним и двумя верхними валами. В. м. для войлоков, называемые в практике стиральными машинами (см. Войлочное производство, фиг. 3), работают по принципу удара. Деревянные молоты, производящие удары по товару, расположены на валу машины таким образом, чтобы товар при работе сам поворачивался для получения ровной валки. В зависимости от назначения войлока (напр. для шляп) В. м. встречаются самых различных конструкций. Цилиндрическая В. м. для суконного производства расходует ок. 6 КР. Скорость вращения главных валов - от 90 до 130 об/м. Лит.: Канарский Н., Краткий курс суконного производства, М., 1926; его ж е. Шерсть и ее обработка, т. 1, ч. I -II, М., 1923-1924; Н а 1 1 А., Textile Bleaching, Dyeing, Printing and Finishing Machinery, London, 1925. A. Meoc. ВАЛЯЛЬНО- ВОЙЛОЧНОЕ ПРОИЗВОДСТВО, см. Войлочное производство. ВАЛЯНИЕ, см. Войлочное производство. ВАНАДИЕВАЯ МЕДЬ, снлав из 92% меди и 8 % ванадия; вводится в медные сплавы для раскисления их. Вследствие дороговизны ванадия присадку ванадиевой меди производят с таким расчетом, чтобы в сплаве остающееся количество ванадия ограничивалось 0,4-0,5%. Добавка ванадия способствует увеличению плотности и тягучести сплавов. Ванадиевая латун ь-сп-чав с содержанием меди 69-71%, цинка ок. 29- 30%, ванадия до 0,5%, других примесей, за исключением висмута и сурьмы, уменьшающих п.тастичиость сплава, > 0,3%. Сплав, содержащий меди 61-62%, цинка 36- 38%, ванадия около 0,5% и > 1% олова, часто называют ванадиевой бронзой, тогда как и в этом случае сплав представляет собою лишь специальную латунь. Сопротивление на разрыв ванадиевых латуней достигает 55 - 56 кг на 1 лш при удлинении до 25%. Ванадиевая латунь применяется для ответственных фасонных отливок. ВАНАДИЕВАЯ СОЛЬ, NH4VO3 легко получается из растворов солей ванадиевой к-ты мета-, орто- и пиро- строения (ванадатов) прибавлением нашатыря, вследствие трудной растворимости аммонийной соли ванадиевой кислоты (см. Ванадий). Полученная т. о. соль легко очищается перекристаллизацией из аммиачных растворов. Раствор B.C., вследствие наступления гидролиза, со временем желтеет. Растворимость ее в воде на холоду равна 1%. Употребляется В. с. при крашении и печатании черным анилином и другими аналогичными красителями в качестве катализатора. ВАНАДИЕВАЯСТАЛЬ, специальная сталь, содержащая ванадий в количестве 0,10- 0,25%, максимум--0,40%. Введением V достигается общее улучшение качеств металла. Собственно В. с. (т. е. не содержащая других, кроме V, специальных элементов) применяется в технике сравнительно мало, но введение 0,10-0,40% V в специальные стали, содержащие один или несколько специальных элементов (хромованадиевая, хромоникель-ванадиевая, быстрорежущая и друг.), вполне установилось и получает все большее распространение. В быстрорежущих сталях различных марок V вводится в количествах от 0,10 до 2,25%. Применение В, с. весьма распространено в Америке для ответственных паровозных поковок и отливок; состав: 0,25-0,45% С, 0,15- 0,20%V. Паровозные рамы, литые, отливаются из стали, вьш.лавленной в мартеновской печи на кислом или основном поду. Они должны иметь по спецификации: 0,20- 0,30% С, 0,20-0,30% Si, 0,50-0,70% Мп, ие менее 0,16% V, не больше 0,05% S, не больше 0,05% Р. Рамы обязательно отжигаются при 950°; охлаждение с печью до 650° и выдача на воздух не ниже чем при 550°. Испытание образца от отожженной отливки, вырезанного из прилива й ==0,505 и 1=2 , д0.ггжн0 давать: временное сопротивление 49-60 кг/мм, предел текучести 28-35 кг/мм, удлинение 25%, сжатие 45%. Опытные рельсы Cambria Steel С имеют в своем составе: 0,54-0,57 % С, 0,15-0,17 % V; испытание этих рельсов параллельно с нормальными углеродистыми (0,72-0,80% С) показало значительно лучшее качество их при испытании на разрыв, излом ударом и на истирание. В Америке и Европе в инструментальную углеродистую сталь высшего качества вводится 0,10-0,25 - 0,50% V. Ванадий, введенный в расплавленный метал.ч, оказывает весьма сильное раскисляющее действие, очищает от азота, а потому дает более плотный металл. V, оставшийся в отвердевшем сплаве как составная часть, значительно улучшает механич. качества металла (сравнительно с не содержащим V): при испытании на разрыв, при заданном сопротивлении разрыву, предел текучести и сжатия выше; при испытании на хрупкость ударом и повторными нагрузками (на усталость) В. с. дает значительно лучшие результаты (при заданном сопротивлении разрыву); она хорошо куется, сваривается и закаливается (меньше случаев трещин). Инструментальная сталь с V в закаленном состоянии лучше выдерживает толчки и имеет большую работоспособность в более тяжелых условиях работы. При введении V в количестве 0,2% образуется твердый раствор V в железе-ванадиевый феррит, который сравнительно с ферритом углеродистой стали имеет мелкозернистую структуру; перлит B.C. теряет пластинчатый характер и делается точечным (сорбитообразным). При повышении содержания V образуется карбид состава V4C3. Критические точки В. с. сравнительно с углеродистой немного повышены (10°); процессы распадения и образования твердого раствора протекают более инертно. Вследствие большой цены феррованадия введение V в сталь значительно повышает ее стоимость, а потому применение ее имеет смысл лишь для более ответственных частей и инструментов (напр. для паровозных отливок, инструментальной стали). Как металл высококачественный и высокой цены В. с. готовится из чистой шихты, в случае больших количеств (для паровозов)-в мартеновских печах (кислых или основных); инструментальная сталь всех марок, хромо-ванадиевая и другие специальные стали- в электропечах и тиглях. Ванадий вводится в виде феррованадия, содержащего нормально V от 35 до 40%. Присадка делается в печь после введения других добавочных частей, а также в жолоб или ковш; в тигельном же процессе-в шихту. Введенный V действует как раскислитель, и ббльшая часть его окисляется, угарает и уходит в шлак. Ковка В. с. производится в тех же условиях, как углерод-истой, с тем же содержанием С; однако, в виду большей ценности стали, предосторожности против порчи в нагреве (достаточ. постепенность) и под молотом д. б. соблюдаемы более тщательно. В. с. (без других специальных элементов) применяется в большинстве случаев после отжига (поковка и отливка), а иногда без какой-либо термической обработки (рельсы, поковки). Специальные стали, содержащие V, применяются обязательно в термообра-ботанном виде (закалка с отпуском), только в таком случае металл получает высокие качества, необходимые для наилучшего использования его. Термообработка, т. е. закалка и отпуск, делаются так же, как и углеродистой стали; как на особенность надо указать на достаточно медленный нагрев в виду инертности процессов образования твердого раствора. Закаливающей средой может быть вода, нефть или льняное масло. Применение V как специального вводимого в сталь элемента началось с 1896 года. С 1905 г. в Перу начаты большие разработки ванадиевых руд, поэтому выплавка феррованадия и применение ванадиевой стали особенно распространены в Америке. Лит.: Putz Р., Metallurgie , Halle a/S., 1906, Jg.3, р.635; Portevln М. A., Revue de Metallur-gie . P., 1909, t. 6, p. 1354; ТЬе Foundry , Cleveland, 1910, V. 37, , p. 137; ТЬе Iron Trade Review*, Cleveland, 1914, p. 713. Д. Кутырин. ВАНАДИЙ, V, ат. вес 51,0; ат. номер 23; очень твердый металл цвета стали, уд. вес 6,69, t°nл. около 1715°, теплоемкость 0,124,
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||