
|
|
|
|
Литература --> Бумажный брак в производстве натра, NaOH) 2,5-3° Вё, с прибавкой контакта (1% от веса сырья); давление в котле доводится до 3-4 atm; сырье отваривается в продолжение 8-9 ч. Во время процесса 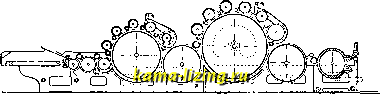 Фиг. 4. отварки происходит омыление жиров и воска природного происхождения. После варки сырье промывается сначала в котле для удаления продуктов омыления (известковых, железных, глиноземных и других мыл), а затем и на специальной промывной овальной машине (фиг. 5). После промывки в черной мойке отваренное сырье загружается в 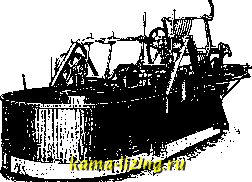 Фиг. 5. деревянные или бетоххные баки, где сначала кислуется в течение 1,5 часа раствором серной кислоты 0,2° Вё, затем подвергается промывке в продолжение 1,5 ч., отбелке хлорноватистокислым натрием (NaClO) в 0,2-0,3° Вё в течение 12 часов, далее опять промывке водой, второй кисловке серной к-той 0,7-0,8° Вё и тщательно промывается 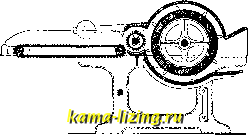 Фиг. 6. в овальной мойке. В результате этих операций получается совершенно чистый продукт слегка желтоватого цвета; обычно для получения чистого белого оттенка вату подсинивают. Своеобразное суждение рынка о высоком качестве гигроскопической ваты по ее хрусту заставляет фабрики обрабатывать товар горячим раствором (0,6-0,7%) мыла в продолжение 1ч., что производится в бе- тонном баке. Хруст получается при последующей промывке в белой мойке с уксусной к-той (0,1 г на 1 л). Под влиянием кислоты происходит разложение мыла с образованием жирной к-ты, которая и дает хруст. Далее обработанное сырье идет на растрепку в мокрый щипок (фиг. 6), оттуда-в сушилку (фиг. 7). Соответственным образом очищенное и смешанное сырье в виде готовой смески (сортировки), а для гигроскопической ваты после отбелки, поступает на ватные чесальные машины. В качестве таковых пользуются наличными машинами, позволяющими перерабатывать совместно неоднородные по длине волокна. Обычно употребляли старые наличные чесальные с бумагопрядильных фабрик с рабочей шириной по кардоленте в 1 ООО jvtjuHC производительностью за 8 ч., в зависимости от сорта ваты, в 50-70 кг. Настил на решетку производится или вручную или с холстов. Новейшие ватные машины являются уже более мощными благодаря тому, что их строят более широкими (до 1 800 мм). На фиг. 8 представлен разрез ватной машины с настилом смески на решетку помощью самовеса. Последний представляет собой питатель, в котором помощью вертикальной решетки А и сбрасывающего валика Б смеска насыпается в двухстворчатое корьгго В. Имеющийся регулятор позволяет установить тот или другой вес сбрасываемого сырья. Через  Фиг. 7. определенные промежутки корыто автоматически раскрывается, и сырье падает на питающий столик Г ватной машины. При этом помощью вертикального скребка Д и угольника Е смеска уплотняется и далее подводится к приемным рифленым валикам. Через питающий валик 3 смеска подводится к главному барабану К, рабочим валикам Р и курьерчикам С, в системе к-рых и происходит процесс чесания и некоторой параллелизации волокон. С барабана волокна снимаются неньером, или вальяном, Л, перед которым помещается бегун (летун, фанец), который своими длинными иглами кардоленты поднимает волокна изнутри кардоленты барабана и тем облегчает переход волокон на пеньер. Под барабаном обычно ставится колосниковая решетка, сквозь которую проваливается сор, но на которой задерживаются от падения хорошие волокна. Валики и бегун от пыли прикрыты крышками. С пеньера ватка в виде тонкого слоя снимается гребенкой, имеющей качательное движение. На ватной машине с двумя пеньерами ватки с каждого пеньера скла-дьшаются в одну, и производительность такой машины выше на 70-80%. Двухпеньер-ные машины применяются при выработке скивается, раздирается, чем предохраняется кардолента от преждевременной порчи и износа. Снимаемая гребенкой ватка навивается на обыкновенный барабан, с которого одной и той же определяемой на-глаз толщины холст ваты снимается вручную, или 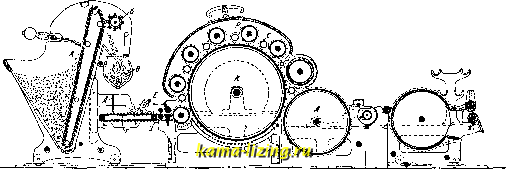 Фиг. 8. одежной бумажной и шерстяной ваты, гл. обр. низких и средних сортов, однопеньер-ные-при выработке высшхр: сортов медицинской и хлопковой ваты. В случае, если вату вырабатывают из концов, тряпья и прочих жестких угаров, расщипать к-рые очень Табл. 5. - Употребительные номера кардолент.
хорошо не представляется возможным без того, чтобы не испортить хорошего волокна, применяют т. н. форрейс-аппараты (предварительные щипки), которые устанавливают перед главным барабаном и все валики которых обтянуты пилозубчатой проволокой или лентой Гарнетта; попадающееся плохо расщипанное сырье помощью пилки раста- же навивается на деревянный барабан с автоматически раскрывающейся стенкой, которая разрезает ваточный холст и навивает его на скалку. Толщина холста устанавливается счетчиком, соединенным с регулятором, открывающим стенку барабана. Высшие сорта одежной шерстяной и медицинской ваты обычно работаются в два прочеса, т. е. пропускаются через чесальную два раза, прочие же сорта ваты получают один прочес. Чтобы избежать излишней работы по снятию ватного холста и накладыванию его на столик 2-й ватной машины, в настоящее время применяют более сложные ватные машины, состоящие из форрейс-аппарата, обтянутого лептой Гарнетта, затем авантрена и основной чесальной. Авантрен отличается от основной чесальной только меньшим диаметром барабана и меньшим числом пар рабочих валиков, обтянутых кардолентой. Употребительные номера кардоленты (по немецкой нумерации) приведены в табл. 5. Основные технические данные по ватным машинам приведены в табл. 6 (для завода Гартман в Хемнице). Снятые с барабанов ватных машин холсты (планки) ваты поступают в упаковочную для паковки в кипы по 32 кг для одежной бумажной ваты, что производится на специальных прессах с механическ. или электрическ. приводом; производительность пресса от 150 до 250 кг/ч. Одежную шерстяную вату упаковывают в пачки по 0,5 кг. Табл. 6.-Основные технические данные по ватным машинам.
а последние-в фанерные ящики по 20 кг. Гигроскопическую вату упаковывают или в пачки по 2 кг или же в пачки по 500, 250, 100 и 50 г; для этой цели слулсат специальные машины: т. и. рулонная (фиг. 9) свертывает гигроскопическ. вату с прослойками белой бумаги в длинные пачки различной  Фиг. 9. ТОЛЩИНЫ в зависимости от веса упаковки, затем на резальной машине эти длинные начки ренутся на более короткие соответственно требуемому весу. В СССР на бумажную одежную вату имеются стандарты в числе семи, в основание коих положены цвет, засоренность, сцепленность. Установить для стандартов определенные смески чрезвычайно затруднительно в виду того, что манипуляцией самых различных угаров возмонно получить в общем однотипные сорта ваты. Вата I стандарта, сработанная из чистого хлопка, представляет совершенно чистый, белый, без засоренности продукт, пышный и легкий. Последний стандарт обнимает ваты, сработанные из низкосортных маслянистых угаров, темного цвета, сильно засоренные, тяжелые по весу, легко мнущиеся. Одежная шерстяная вата стандартов не имеет. Наибольшим спросом на рынке пользуется вата верблюжий пух, выработанная из верблюжьего очеса с примесью или мериноса или саксонских концов в высших сортах, а как имитация-сработанная из расщипанных фильтр-прессных салфеток с примесью крашеного хлопка. Вата козий пух принадлежит к высшим сортам и работается из козьего пуха, очищенного от грубого волоса-песики. Средние сорта ваты вырабатываются из искусственной шерсти (кашемир, тибет-70%) и с примесью китайского хлопка местных семян, делающего вату пышной и упругой. Основные требования, предъявляемые к вате одежной: малая теплопроводность, упругость, пышность, хорошая сцепляемость волокон, не-масляничность, чистота, легкость. Все эти качества зависят главным образом от сортов сырья, из которых сработана вата. Хороший прочес также повышает чистоту ваты и делает ее более пышной. Гигроскопическая вата подразделяется на глазную, сработанную из высокосортного хлопка, и обыкновенную-из хлопка с линтером. Как клинический материал она доллша обладать максимальной способностью к смачиванию, водоемкости и водопроницаемости. При этих условиях посторонние вещества не могут перейти на организм, а, наоборот, будут всасываться в вату. Гигросконич. вата д. б. приготовлена из длинноволокнистого материала с хорошо расщипанными концами, совершенно очищена от коробочек и сора и не должна пылить; допускается содержание свободной к-ты не более 0,08%, лшра не более 0,03% и золы не более 0,3%. Пачечная вата в виде тонких слоев перекладывается бумагой. Для гигроскопической ваты особенно серьезны следующие пороки: перетравливание при отбелке, вследствие образования окси- и гидроцеллюлозы, при чем волокно делается хрупким и пылит; плохая промывка, в результате чего остается серная к-та; к числу пороков надо, с медицинской точки зрения, причислить и хруст, требуемый, однако, рынком. По данным промышленной переписи 1910- 1912 годов, всего в пределах СССР было выработано 15 500 т одежной бумажной ваты. В 1925/26 году государственной синдицированной и несиндицированной промышленностью было выработано 10 496 т, в 1926/27 г.-16 600 т одежной и 1 ООО m гигроскопической ваты, при этом было израсходовано 21 800 т сырья. Всего в СССР имеется оксчо 900 ватных машин, из них на бумагопрядильных ф-ках 334 машины, остальные на специальных ватных ф-ках. Крупнейшие специальные ватные фабрики сосредоточены в трестах: Московском вигоневом (ф-ка в Серпухове) и Спас-Клепиков-ском (Рязаи. губ.). Ватные отделы при бу-магопрядильнях вырабатывают вату исключительно из своих фабричных угаров, а специальные ватные ф-ки-гл. обр. из хлопка, линтера, чахбута, тряпья и в меньшей мере из мягких и жестких фабричных угаров. Средняя калькуляция ваты слагается из элементов себестоимости в следующих процентных соотношениях (табл. 7): Табл. 7. - с 9-отношение элементов себестоимости ватного производства (в %).
Э К о н о м и к а ватного производства см. Tuaipwe производство. .Пит.: Бухонов И. С, Угарное и вигоневое прядение. Производство одежной и гигроскопич. ваты, М., 1923; Промышленная перепись 1910-12 гг., изд. Мин. торговли и пром. А. Тряпнин. Техника безопасности. В ватном производстве применяются пыльные волчки, конце-трепальные и настилочно-трепальные машины и чесальные машины валич. системы. Новейшие пыльн. или сорные волк-машины
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||