
|
|
|
|
Литература --> Изомерия в производственном цикле цы; по его контуру из цветной пластинки выпиливается круглой алмазной пилкой намеченный кусочек, котсрый шлифуется по краям тонким наждаком или карборундом и приклеивается особой мастикой к соответственному месту обрамляющей подставки. Плоские кусочки мозаики склеиваются друг с другом только тонкими краями, а для придания всей работе надлежащей прочности нижняя сторона набора временно закрепляется на гипсе. По мере того как набор подходит к концу, к нему присоединяется вторая половина обрамляющей подставки. По выполнении всей композиции мозаика прикрепляется лицевой частью к гладкой шиферной доске, и гипсовое основание набора удаляется постепенным стачиванием на горизонтальном металлическом круге, после чего нижняя часть мозаики подравнивается на медной терке. Затем все временные вспомогательные части (подставка, верхняя шиферная доска) снимаются, и готовый мозаичный набор окончательно наклеивается на постоянную металлическую или каменную подкладку и полируется. Инструментами при мозаичных работах служат: дисковая алмазная пилка от 0,5 до 10 см в диаметре, трубчатое или простое сверло и маленький шлифовальный круг-карборундовый, наждачный или металлический. Все эти инструменты могут заменять друг друга на шпинделе одного небольшого станка-лучше всего с поясным приводом, дающим возможность более легкой регулировки вращения при этой тонкой и кропотливой работе. Камнерезная промышленность. Центры К. д. за границей - Идар-Оберштейн, где имеются десятки мастерских, обрабатывающих главн. обр. привозный америк. камень, и Турнау в Чехо-Словакии. В России расцвет К. д. относится к периоду 20-50-х гг. 19 века, когда изделия трех камнерезных и гранильно-шлифовальных фабрик (Петергофской, Екатеринбургской и Колыванской) приобрели широкую известность. Особенных успехов достигла Петергофская фабрика в художественных гравировках и флорентийской мозаике. После революции русское кам-нррезное дело было возобновлено трестом Русские самоцветы . В настоящее время оно сосредоточено в Отделе силикатных искусств Академии художеств, который ограничил его обработкой мягких камней и изготовлением технических изделий из твердого камня. Лит.: Ферсман А. Е., Драгоценные и цветные камни СССР, т. 3 (печ.); его же, Самоцветы России, П., 1921; Ферсман А. и Шубников А., Задачи в области обработки цветного и драгоценного камня. Новые приемы обработки камня, Труды Ин-та прикл. минералогии и петрографии , в. 49, М., 1924; Ф е р с а н А. Е. и В л о д а в е ц Н. И., Гос. петергофская гранильная ф-ка в ее прошлом, настоящем и будущем, П., 1922; Ф е л ь к е р-3 а м А., Халцедон и его применение в искусстве, Старые годы . П., 1916, Март, стр. 3-18; Мельников М., Обработка цветных камней в Екатеринбурге, ГЖ , 1885, 11; П и л я е в М., Дрягоцеп-ные камни, СПБ, 1896; Bauer М., Edelsteinkunde, 2 Auflage, Leipzig, 1909; Ran W., Edelsteinkunde t. Mineralogen, Juweliere u. StelnhSndler, Wiesbaden, 1907; Krauss E. H. a. Ho Id en E. F., Gems a. Gem Materials, N. Y., 1925; D r e h e г J. C, Ur-sprung, Geschichte u. Technik d. Achat- u. Edelstein-industrie von Oberstein-Idar, Deutsche Goldschmiede-Ztg , Leipzig, 1928, S7. Г. Будьков. КАМНЕТЕСНЫЕ ИНСТРУМЕНТЫ.Камнетесная работа имеет целью сообщить камням ту форму, которая требуется от них при □  Фиг. 1, Фиг. 2. Фиг. 3. кладке стен, цоколя, перемычек, сводов, набережных, мостовых быков, лестничных площадок и ступеней, подоконников, тротуаров и проч. Для этого применяются следующие инструменты: 1) кирка (фиг. 1), весом до 18 з; 2)тесовики (фиг. 2), большой-весом 5-8 кг и малый-3-4 кг; 3) киор Фиг. 5. Фиг. 4. (фиг. 3)-1-2 кг; 4) з у-б а т к а (фиг. 4); 5) д о-лото (фиг. 5)-от 0,8 кг; 6) скарпель (фиг. 6); 7) к и я н к а-небольшой молот, весом до 2 КЗ, служащий для ударов по долоту или скарпели; 8) пила ручная, сходная со столярной лучковой пилой, но значительно большего размера, без зубьев. Все эти инструменты, за исключением киянки и пилы, изготовляются из лучшей инструментальной стали, при чем лезвия и задки их закаливаются с отпуском при 240°; киянка делается из стали с содержанием 0,3 - 0,5% углерода, при чем бойки закаливаются с отпуском при 285°;-пила изготовляется из тигельной стали высшего качества и закаливается без отпуска. Все инструменты не должны иметь раковин, трещин, а лезвия, бойки и задки должны быть, кроме того, свободны от плен и волосатин. Испытание инструментов (кроме киянок и пил), если оно не может быть сделано в лаборатории, производится 10 ударами по камню твердой породы, при чем лезвия не доляшы затупляться и получать каких-либо дефектов. Простейший способ испытания закалки заключается в пробе личным слесарным напильником, к-рый должен скользить по закаленным частям, но не вязнуть и не царапать; по бойкам киянки напильник должен слегка вязнуть, а посредине молотка слегка царапать. Кирка, тесовики, киор, зубатка и киянка имеют в широких сторонах овальные отверстия, к-рыми они насаживаются на рукоятки из рябинового дерева, с железными или деревянными заклинками* Фиг. 6. Кроме перечисленных инструментов, для камнетесной работы необходимы: п р а в й-л о-прямой брусок, размером 1 400 Х 44 х х40 мм, из дубовогодерева, с нанесенными на одной из сторон его делениями на ем и дм; наугольни к-для нанесения прямых углов; м а л к а-раздвижной на шарнире наугольник для острых и прямых углов и циркуль. От тесового камня требуется, кроме стойкости против мороза, отсутствие трешин и прослоев, а также чтобы он хорошо поддавался обработке и удобно делился на штуки требуемого вида и величины. Правильно отесанный с шести сторон камень называется шестикатом; передняя его сторона называется лицом, нижняя и верхняя поверхности-п остелями, а боковые-з а-усенными плоскостями (заусенка-ми). Если задняя сторона камня не отесывается, то она называется хвостом, а камень назьшается пяти катом. До обделки камней производится их оболванение, к-рое состоит в отделении от них лишних частей, что делается тесови-ком; если нужно отделить крупные части, то сначала вытесывают борозду и вставляют в нее железные клинья, а затем ударами по ним молотка отделяют крупные части. Для получения простейших форм камня, например призмы, параллелепипеда, куба, необходимо иметь лишь размеры; при более сложных формах необходимо иметь шаблоны граней и знать углы мегду гранями. При слолс-ных формах камней предварительно составляют чертеж (развертка плоскостей в натуральную величину) и по нему изготовляют шаблоны из деревянных щитов или листового железа. Для камней с числом граней более шести, со сложными, косыми и кривыми поверхностями, делают по шаблонам деревянные модели, на к-рых надписывают все размеры сторон и диагоналей. Обделка камня состоит: из обтески камня, наковки, шлифовки и полировки. При о б-теске камня размеры берутся с запасом, который д. б. для твердых пород-13 мм, для средней твердости-19 мм и для слабых- 25 мм по всем направлениям. На камне, подлелшщем обтеске, камнетес делает тесо-виком вдоль одной кромки камня борозду шириной 10-15 см, так наз. заправку; при больших камнях делают несколько заправок (фиг. 7). Когда заправки сделаны, сбивают все неровности верхней грани камня, при чем правильность работы проверяется правилом. После грубой обтески всей грани, на ней по шаблону, наугольнику или малке очерчивают кромки и отбивают их; все эти работы производятся киркой, .а при Мягких породах форма камня иногда выпиливается. После отбития кромок их отделывают долотом и киркой на ширину 10- 16 см, после чего переваливают камень на бок и приступают к обтеске верхней поверхности камня. По окончании обтески одной поверхности последовательно переходят к  Фиг. 7. обтеске другой, определяя по малке вторую грань, и т. д. до последней грани. Можно обтеску производить и другим способом, а именно: сперва из камня вытесывают какое-либо тело простейшего вида, напр. призму или параллелепипед, а затем снимают лишние части, но этот способ дороже. Наковка камня состоит в более чистой отеске камня и производится киором или зубаткой, так чтобы каждый раз следы ударов были перпендикулярны к следам предыдущей наковки, при чем удары делаются каждый раз слабее. Шлифовка камня уничтожает следы, оставленные камнетесными инструментами, и производится специальньпйи шлифовальными брусками из наждака и т. п. материалов. Полировка придает камню блестящую поверхность. Для этого камень натирают железными или чугунными утюгами, под которые насыпают наждак, трепел или пемзу; под конец поверхность присыпают порошком азотнокислого свинца и натирают войлоком, кожей и фланелью. Твердые мелкозернистые камни получают очень хорошую и прочную полировку; мягкие пористые породы полируются плохо и скоро теряют свой блеск; песчаники же и известняки совершенно не принимают полировки. В последнем случае поверхность камня нагревают горячими утюгами и поры камня заполняют мастикой (из гарпиуса, скипидара и какого-либо красящего вещества под цвет камня), разглаживая затем поверхность снова горячим утюгом. При машинной полировке применяют стальной вращающийся диск, стирающий камень. Шлифовка и полировка увеличивают срок службы камня. Лит.: Фадеев Ы., Строительное искусство, ч. 1-Материалы и работы, 5 изд., М.-П., 1993; Ф е-д о р о в и ч о.. Каменные работы, 2 изд., Москва, 1923; Breymann G. А., Allgemeine Baubon-strulctionslehre, В. 1-Konslruktionen in Stein, Leipzig, 1903. H, Туманов. КАМПЕШЕВОЕ ДЕРЕВО, к ам и e ш н и к, сандальное д е р е в о, ф и о л ет о в о е дерево, сандал синий, некрупное дерево сем. бобовых, Haematoxylon сагоре-scheanum. Область распространения-Центр, и Ю. Америка и Вест-Индия. Древесина К.д. тверда, тяжела (уд. в. 1,0) с красивым рисун-к0л1, кроваво-красная, на воздухе сильно темнеющая, без сердцевинных лучей. В древесине К. д. содержится гематоксилин (см.), при окислении легко переходящий в гелга-теин (см.). Древесина К. д. в измельченном виде употребляется для получения краски - синего сандала. Кроме того, древесину К. д. употребляют на изготовление паркета и мебели. Кампешевый экстракт, кампеш, широко применяется в кожевенной промышленности, а также при окрашивании шерсти, шелка (см. Красящие вещества естественные). КАМФЕН, см. Терпены. КАМФОРА, триметил-(1,7,7)-бицикло-(1,2, 2)-гептанон-(2), СюНО, представляет собою зернисто-кристаллическую массу, полупросвечивающую, легко возгоняющуюся, легко растворимую в органич. растворителях и мало растворимую в воде, в чистом виде имеющую 178°. К. встречается в формах- н,с-с-сн, правовращающей, левовращающей и инак-тивной, при чем К. первых двух форм находится во многих эфирн. маслах. Правовращающая К. найдена вэфир-с-о ном масле камфорного лавра Cinnamomum Camphora, розмарина, CHj далматск. шалфея, спи-ковом.сассафрассовом и с др.маслах;левовращаю- н щая-в ряде масел раз- личи, видов Salvia, Artemisia и др. До последнего времени на рынке обращалась гл. обр. правовращающая К., получавшаяся в Японии, Китае, а в особенности на острове Формоза выкриста.плизовыванием или вымораживанием из эфирного камфорного масла.Пос-леднее добывается гл. обр. кустарным способом: перегонкой с водяным паром измельченной древесины камфорного лавра, для чего служат деревянные конич. чаны с дырчатым дном, поставленные над вмазанным в печь котелком для воды и соединенные при помощи труб из бамбука со специального типа ящичным холодильником. Из получающегося т. о. камфорного масла, выход к-рого составляет около 4%, ббльшая часть К. выделяется в холодильнике, дальнейшие же количества получаются вымораживанием в течение зимних месяцев. Сырая К. подвергается очистке при помощи возгонки, в Японии или на европейских или американских з-дах. В состав камфорного масла, кроме правовращающей камфоры, входят: ацетальдегид, d-a-пинен, камфен, d-фенхен, /5-пинен, фел-ландрен, цинеол, дипентен, d-лимонен, бор-неол, терпинеол-1, а-терпинеол, цитронел-лол, сафрол, /di-ментенон-З, карвакрол, ку-миновый спирт, Эвгенол, бисаболен, кади-нен, каприловая к-та. Жидкое камфорное масло после выделения камфоры подвергается разгонке и поступает на рынок в виде масла двух главных сортов: легкого, белого камфорного масла, содержащего терпены и цинеол и применяемого в лаковом производстве или Д.ЛЯ типографских нужд, и тяжелого, красного камфорного масла, применяемого для извлечения из него сафрола. Иногда встречается синее камфорное масло, представляющее собою погоны, кипящие выше 300°; применение его ограничивается лаковым производством или выработкой колесных мазей и т. п. продуктов. Существование монополии на производство и торговлю К. в Японии, диктовавшей цены на мировом рынке, а также постепенное уничтожение естественных зарослей камфорного лавра, произрастающего дико только в Японии, Китае и на острове Формоза, привело к попыткам культуры этого дерева в ряде тропич. и субтропич. стран (в Вест-Индии, Ю. Америке, Алжире, Италии и др.) и к переработке его листвы. Получаемое из листьев в количестве 0,5-3% камфорное масло содержит ок. 90% правовращающей К., ббльшая часть к-рой выделяется в твердом виде во время отгонки. От масла, получаемого из древесины, камфорное масло из листьев отличается отсутствием сафрола. Те же причины вызывали многочисленные попытки производства синтетической К., встречавшие до начала прошлого десятилетия почти непреодолимые затруднения в отношении конкуренции с японской К. В зависимости от исходного сырья синте-тическ. К. может быть получена раз.п:ичной оптич. активности, но большинство способов базируется на скипидаре, как на исходном сырье, и.приводит к инактивной К. Все многочисленные методы получения К. из скипидара м. б. представлены следующей схемой: 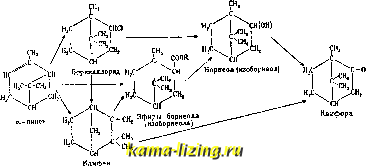 Получение пиненхлоргддрата ведется насыщением скипидара хлористым водородом на холоду, при чем при t° выше -10° получается непосредственно борнилхлорид. Превращение последнего в камфен достигается самыми различными способами (нагреванием со щелочами, основаниями, солями слабых к-т и т. п.). Следующая стадия заключается либо в непосредственном окислении кам-фена в К. либо-в превращении его в эфиры борнеола и изоборнеола; последние после омыления и окисления дают К. В большинстве случаев процесс получения К. составляет секрет з-да. Примерное представление о з-де мощностью около 40 т К. в месяц дает приводимый план (фиг. 1). Производство ведется по схеме: пиненборнилхлорид-жамфен-камфора. Первой стадией является подготовка скипидара к хлорированию и получение борнил-хлорида. Для хлорирования применяется строго определенный и хорошо отфракцио-нированный погон скипидара, и поэтому для разгонки пользуются вакуум-ректификационными аппаратами (2-3) типа, изображенного на фиг. 2. Легкие погоны обычно поступают в продажу как растворители, а тянселый остаток подвергается очистке и продается как специальный сорт скипидара. Перегонное отделение (на плане помещение X) снабжается мерными приспособлениями, сливными баками, насосами и т. п. (по плану аппараты 2-17). Получаемый в отдельной установке (по плану I-FV) хлористый водород подводится к специальным, снабженным сильнодействующими мешалками аппаратал! 19, соединенным с холодильной установкой (помещения XI и XII), где он насыщает предварительно осушенный пинен, образуя борнилхлорид. Выделившийся борнилхлорид отфильтровывается (23 и 24), а маточник подвергается вымораживанию (20) для получения дальнейших количеств борнилхлорида. Для отщепления хлористого водорода и получения камфена (поме
|