
|
|
|
|
Литература --> Изомерия в производственном цикле фиг. 1. Указанные три основные вида построения искусственного К.в ткачестве дают три главных образца К. Раппорт переплетения для пскусствен. К. может быть весьма разнообразный, и механизмы образования зева применяются эксцентриковые, кареточные, жаккардовые, в зависимости от сложности рисунка. В практике СССР применяют по преимуществу эксцентриковые механизмы при механическом ткачестве и прогюжкл при ручном ткачестве. На фнг. 1 и 2 приведены примеры простых раппортов Д.ТЯ искусственного каракуля фиг. 1-по утку 10 раз (2 прутка4-8 нитей); фиг. 2-по основе 10 нитей (2 ворс-f 8 грунт). По отделке различают также три главные группы по внешнему виду: 1) пестрые К., 2) гладко окрашенные, К. 3) искусственные К. модных цветов, а также из шерстяной нряжи меланж. Качество искусственного К. зависит от сырья и обработки. Для высоких сортов искусственного К. применяют высоколюстровые длинные шерсти и кросс-бреды, для более дешевых сортов-грубые шерсти типа русских, тушинских и т. п. По способу прядения шерстяную основу применяют для высоких сортов К, из пряжи камвольн. английского прядения, для более дешевых сортов при-меняютоснову,при-готовленную аппаратным (суконным) способом прядения. Пряжа шерстяная применяется возможно поло гая, т.е. с весьма малым числом кручений при прядении. Пряжа английского прядения - более гладкая по сравнению с аппаратной, и искусственный К. получается более блестящим и гладким. В виду слабой крутки при прядении пряжа английского прядения обычно выпускается с банкаброшей, т. е. имеет специальный план прядения. Ткачество идет обычно с 3 навоев-один для хлопчатобумажной пряжи, два для шерстяной пряжи (ворс). Длина сновки для шерстяной основы делается больше в сравнении с хлопчатобумажной. Последнее обусловлено тем, что шерстяная основа дает петли при ткачестве К. Для получения петель при ткачестве под шерстяную основу (ворс) прокладывают металлич. прутки по направлению утка. После образования ткани прутки вынимаются, и отсюда получаются петли искусственного К. Если искусственный К.-крезной , то петли разрезаются. Примерный план обработки однотонного К., крашенного в ткани (преимущественно \т\-Шераяйная пряжа(-iopc) [Зс] - Хлопчатобумажная пряжа -Пруток Фиг. 2. В черный или коричневый цвета): 1) пряжа шерстяная.для верхней основы (ворс), по преимуществу в одну нитку; 2) сгонка пряжи с початков или шпуль в несколько нитей (трощение); 3) посадка - трощеную пряжу весьма сильно скручивают в несколько нитей и при кручении делают посадку , заключающуюся в том, что сильно перекрученную нить ослабляют и получают спирали в форме обычной спиральной пружины; на фиг. 3 приведена посадочная машина; 4) заварка или запарка (дека-тир); первая операция заключается в том, что посаженную пряжу в форме мотков вываривают в слабом щелочном растворе в течение нескольких часов; расход кальцинированной соды ок. 2% от веса пряжи; вместо заварки делают также т. н. запарку, т. е. пряжу выдерживают в герметич. закрытых железных котлах, нанолненных водяным паром-операция, совершенно аналогичная сухому декатиру в суконном производстве; волокна шерсти фиксируются в той форме, к-рая была им придана при посадке; 5) сушка; 6) перемотка с мотков на катушки; 7) раскрутка: пряжа с катушек раскручивается и разделяется на одиночные нити или по нескольку нитей в каждой пряди в зависимости от сорта и внешнего вида К., для к-рого готовится пряжа (ворс); 8) сновка, обычная при ткачестве; 9) ткачество, как указывалось выше, производится с трех и больше навоев: два или больше навоев с шерстяной  Фиг. 3. пряжей, обработанной по 1)-8), и отдельный навой, приготовляемый из хлопчатобумажной крученой в 2 нити прялш; 10) промывка на жгутовых машинах типа машин для су-(Коцного производства; 11) крашение-обычное, как для суконного производства-жгутом; 12) апПрет из отвара льняного семени (операция применяется не всегда) для придания поверхности К. ббльшего блеска; 13) сушка в несколько растянутом виде для получения более расправленного товара(ши-рительная сушилка); 14) сухой декатир для лучшего фиксирования положения волокна; 15) стрижка выступающих волокон (не для всех сортов); 16) уборка и упаковка для отправки. Описанный план обработки относится к искусственному К., крашенному после получения ткани, и потому К. получается однотонным. Хлопчатобумажная пряжа м. б. взята крашенной в соответ-ствуюший цвет. Если хлопчатобумажная пряжа, основная и уточная, употребляется не крашенная, то после крашения шерсти (11) К. промьшают и красят хлопчатобумажную часть искусственного каракуля. Для пестрого искусственного К. (преимущественно серого) примерный план обработки от пряжи до готового товара следующий: 1) пряжа шерстяная для верхней основы (ворс), по преимуществу в одну нитку; 2) перемотка шерстяной пряжи в мотки; 3) отбелка или от-курка для получения прян-и снежно-белой; 4) подсинька; 5) сушка; 6) сгонка пряжи с мотков в несколько нитей в зависимости от сорта К.; 7) посадка; 8) заварка или дека-тир; 9) крашение,-при крашении красильный раствор не проникает во всю толщу пряжи благодаря ее сильной перекрутке, и краситель покрывает только верхние слои пряжи, внутренние слои всегда остаются белыми; iO) сушка; 11) раскрутка; 12) снов- изображен механич. станок для ткачества. Станок по внешнему виду напоминает обьта-ный ткацкий станок, и только развитая головка с правой стороны отличает его от последнего. На правой стороне сосредоточены механизмы, управляющие движением прутков и ножей для получения петель К. (А- тяга, движущая прутки). В довоенное время 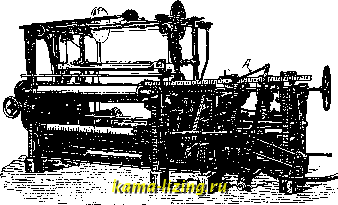 Фиг. 4. искусственный К. применялся в довольно большом размере для шапок в армии. Данные проекта стандартных типов искусственного каракуля. Наименование товара Серая овчинка резная. Искусственная овчинка, полотном крашенная, тасканная . . .
Примечание Для получения петель ворса берут прутки высотой 6 мм Для крайенной полотном овчинки-смеска с ворсовой основой № 1: 100% люстровой кроссбредной шерсти 48,5 по Бредфордской системе классификации шерсти. Смеска для утка хлопчатобумажного угарного прядения: Хлопок америк. семян.............80% Хлопковые угары................15% Ровница и крутые концы............ 5% 100% Смеска для ворсовой основы серой овчинки: Тушинская шерсть 13..............62% Хотанская 13..............34% Концы ровницы................. 4% ка; 13) ткачество; 14) чистка; 15) стрижка; 16) уборка. Для отдельных сортов м. б. применена аппретура из отвара льняного семени для придания К. большего глянца. Приведенные планы обработки могут меняться в зависимости от характера искусственного К. Искусственный К. предполагается работать стандартных типов. Выше приводятся данные из проекта стандартов; эти проекты стандартов близки к сортам, вырабатываемым в настоящее время. Производство искусственного К.нахо дится в ведении 1 Государствен, шерстяного треста и кооперации. Ткачество ведется в большей части на ручных станках и в будущем намечено на механич. станЬах. На фиг. 4. 100% Лит.: Сборник описаний предметов и материалов, заготовляемых интендантством для довольствия войск, Петроград, 1915; Reiser N. und Spenratli J., Handbuch der Weberei, 2 Auflage, B. 1-2, Leipzig, 1906-08. A. Синицын. . КАРАМЕЛЬ, продукт разложения сахарозы, смесь некристаллизующихся веществ; получается при нагревании сахара выше 160°; карамель имеет темную окраску, от буро-коричневого до черного цвета, горьковатый вкус, в воде и спирте хорошо растворяется, окрашивая жидкость в коричневый цвет; применяется поэтому для окраски (кулера) ликеров, пива и пр. (см. Сахар). Название К. употребляют и для обозначения определенной категории кондитерских изделий (см. Кондитерское производство). КАРАНДАШНОЕ ПРОИЗВОДСТВО. Продуктом К. п. является карандаш, применяющийся для сухого письма и состоящий из стерженька (мины), заключенного в деревянную оболочку. Родиной К. п. считается г. Нюрнберг (Германия). Для изготовления стерженька употребляется графит очень высокосортный и чистый без примесей, гл. обр. из двух пол ивших широкую известность копей - Берсдоульских (Англия) и Алибе-ровских (Сибирь). По мере развития производства и потребления карандашей фабрики стали испытывать очень серьезные затруднения в получении высокосортного по своей одйородности и чистоте графита, и был изобретен способ получения искусственной графитной мины; по этому способу графит измельчался в тонкий порошок, просеивался через мелкое сито и смешивался с жидкой (расплавленной) серой. Полученная масса, после тщательного перемешивания на огне, выливалась в плоские формы-плитки. По остьгоании плитки распиливались, как и естественный графит, на карандашные стер-лсеньки (мины). Графитные мины вставлялись на клею в деревянные оправы и пос-.гедним вручную придавалась округлая или шестигранная форма. Первая искусственная графитная мина отличалась жесткостью, неоднородностью и хрупкостью при письме. В 1795 году был изобретен новый способ изготовления графитной мины из смеси графитного порошка с глиной, сохранившийся и до настоящего времени. Производственный процесс состоит из производства мины и производства самого карандаша. Производство мины. Мины изготовляются трех родов: а) графитные мины, б) цветные мины и в) копировальные мины. Исходным сырьем для производства графитной мины служат графит и каолин. Технологич. процесс приготовления графитной мины заключается в подготовке, смешении и размоле сырья, в просеивании и прессовании смеси, в формовке, обжиге и жировании мины. Подготовка сырья. Оба вида сырья (графит и каолин) при поступлении на ф-ку прежде всего подвергаются очистке от примесей путем просеивания и отмучивания, для чего предварительно графит и каолин раздельно размальтаются на шаровых мельницах в течение довольно продоллштель-ного времени в зависимости от сорта и качества полученного сьфья; иногда этот процесс длится несколько суток. Измельченные графит и каолин далее подвергаются раздельно совершенно одинаковому процессу: сначала просеиванию через ряд тонких сит (40-60-80-120 меш), а затем предварительной обработке порошка щелочью для очистки от посторонних примесей (частично). Смешанный с раствором порошок через некоторое время (определяемое опытным путем) промывают водой, сильно разжилают (до 0,5%), энергично взбалтьшают и во взвешенном, состоянии проводят переливанием через ряд поставленных вертикально перегородок в отстойных баках, при чем скорость двиленйя воды постепенно замедляется. Отобранные из разных отстойных баков порции отмученного графита или каолина сцежргоают, отжимают и сушат раздель- но. По мере накопления однородные порции вторично загружаются в шаровые мельницы и снова проходят весь процесс отсеивания и отмучивания в целях созревания массы, т. е. получения полной однородности частиц по составу и по зернистости, что чрезвычайно важно для качества карандаша. В последнее время наилучшим графитом счи -тается цейлонский серебристый; хорош по своему качеству и наш курейский (Сибирь) графит, но он требует много повторньгх процессов отмучивания и размальшания, т. к. не совсем однороден по своему составу и содержит примеси пустой породы. Наряду с естественным (горным) графитом в К. п. стал применяться и искусственный, получаемый в электрическ. печах графит (способ Ачесона), дающий прекрасные результаты для мягких сортов мины в силу своей однородности и мелкозернистости. Смешениеи размол сырья. Очищенное и подготовленное сырье, в зависимости от марки мины по жесткости, смешивают друг с другом в определенной весовой пропорции. Средняя смесь по ясесткости получается при смешении 65% графита с 35% каолина. Ббльший процент каолина обыкновенно увсяичивает жесткость мины; уменьшение каолина в смеси делает карандаш более мягким.Рецептура разрабатывается чисто опытным путем, при чем жесткость мины зависит не только от соотношения графита и 1саолина, но и от всех последующих процессов, особенно обжига и жирования мины. Жесткость мины определяют и различают по способности карандаша, при одной и той же силе налсима, давать однородную по расцветке и толщине линию. Жесткость карандашей с черной (графитной) миной имеет следующую классификацию (стандарт), к-рая обозначается литерами: литера В-показатель мягкости, литера Н-показатель жесткости. Из сочетания этих литер составлена целая шкала жесткости или твердости карандаша. Средняя жесткость обозначается знаком НВ. Усиление мягкости или твердости обозначается цифрами перед литерой символа, напр.: мягкие сорта обозначаются В, 2В (или № 2 по более упрощенной классификации), ЗВ, 4В (или № 1), 5В, 6В. В сторону усиления твердости от среднего сорта НВ идет сначала специальный сорт F (канцелярский карандаш, или № 3), дальше идут Н, 2Н (или № 4), ЗН, 4Н (или № 5), 5Н, 6Н (или № 6), 7Н, 8Н; 9Н обозначает самый лшст-кий карандаш по твердости графитной мины. Наиболее полная шка.та дает, т. о., 17 сортов графитной мины по лесткости. Сокращенная шхсала дает 6 сортов. Техника вы-работрги полной шкалы заключается г.яавн. образом в повторном отмучивании графита и каолина (до 12-14 раз), тщательном размоле и сортировке сырья. Для получения мягкого или жирного помола, кроме шаровых мельниц, употребляют так называемые коллоидные мельницы (см.), работающие более экономно в отношении затраты рабочей силы. После смешения и размола смеси графита и каолина массу отжимают в фи.тьтр-прессах, а затем помещают в су-шитьные камеры для ркончательн. досушки.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||