
|
|
|
|
Литература --> Катафорез - движение частиц Табл. 4. - Подбор агрегатов в зависимости от глиняного сырья в кириич-ном производстве. Характеристика глин Состав машинного агрегата Глина умерен, пластичности; не очень плотная и вязкая, без грубых включений, однородная. Вода, если и добавляется, то в небольшом количестве. Добавления песка не требуется 1. Подаватель 2. Вертикальная хлино-мятка или горизонтальный леиточныйпрессс мундштуком. Последняя машина иногда с одной парой гладких вальцов 3. Резательный стол Неоднородная залежь. Степень ото-щения, вязкость и влагосодержание различны. Без грубых включений. Особенно жирная и вязкая глипа в смеси отсутствует. Добавления песка не требуется 1. Подаватель 2. Гладкие или рифленые вальцы 3. Часто корытная гли-номятка с увлажнением; ставится короткий,открытый или закрытый, тип 4. Гладкие вальцы .5. Ленточный пресс с мундштуком 6. Резательный стол Глина жирная, плотного сложения, медленнее размокающая в воде, вязкая. Без грубых включений. Требуется добавление песчаной глины или песка и воды То же. Плотность и вязкость глины весьма высоки. Песок добавляется в большом количестве (до 30%), и,ли смешиваются глины разной вязкости и степени увлажнения.Вода добавляется в большом количестве 1. Подаватель 2. Рифленые вальцы 3. Корытная глиномят-ка с увлажнением. Укороченный, открытый или закрытый, тип 4. Одна или две пары гладких или комбинированных вальцов 5. Ленточный пресс с мундштуком 6. Резательный стол 1. Подаватель 2. Мокрые бегуны с решетчатой тарелкой 3. Корытная глиномят-ка с увлажнением. Удлиненный, закрытый или открытый, тип 4. Две пары гладких или комбинированных вальцов 5. Ленточный пресс с мундштуком 6. Резательный стол Примерный вид установки см. фиг. 3. Глины различного сложения, но с содержанием грубых каменистых включений Для удаления крупных камней после подавателя устанавливаются камневы-делительные вальцы. Для измельчения менее твердых и крупных включений устанавливается затем добавочная пара гладких , вальцов с узкой щелью, а \ в случае присутствия ду- тиков - мокрые бегуны с решетчатой тарелкой кожух опрокидыванием вагонетки или тачки. Врапдатстьным движением тарелки глина выводится за стенку колсуха через специальный вырез И.ЯИ через кольцевую ще.ть между цилиндром и тарелкой. Для лучшей подачи глины внутри кон:уха вместе с тарелкой вращаются мешальные ножи. Количество выпускаемого материала регулируется упорным ножом, укрепленным в кожухе у выходного отверстия подавателя. В результате материал идет с тарелки непреТ. Э. т. X. рывной равномерной струей в приемное отверстие ниже распололсенной машины. Диаметр цилиндрической части равен 1 200--1 600 мм; емкость-0,5-1,5 м; производительность-7-11 м глиняной массы в час при расходе 1-3 IP на 1 ООО штук кирпича. В случае тонкой дозировки нескольких сортов глин устанавливается параллельно соответствующее число круглых аппаратов. Ящичный подаватель состоит из металлического, а иногда и деревянного удлиненного ящика, подвилшое дно к-рого представляет бесконечную транспортирующую ленту из металлич. ткани или из гибко соединенных  Фиг. 4. между собой лоелезных полос, двшкущуюся на роликах. Поперек ящика сделаны 1 или 2 шибера для регулирования высоты транспортируемой массы. В выходном конце ящика вращается вал с билами, которые непрерывно и равными порциями отде.чяют и увлекают материал по всей толщине, чем достигается и правильная дозировка различных сортов материа.яа. В нек-рых подавателях устраивают вместо одной две или три транспортирующие ленты. Д.тина ящичн. аппаратов 2-7 м при общей высоте 1,0-1,2 м и при полезной ширине ленты 0,8-1,0 м. Производительность 1 ООО-8 ООО штук стандартного кирпича в час при расходе 1-7 ЬР. Скорость двилсения .тенты около 0,3 м/мин. 2. Измельчение кусков. Для измельчения сухой глины в порошок и для разминания влажных, не очень жирных глин Вращающийся барабан с 41 ножами-ребрами- Вертикальный шибер-, X .Везконечное полотно из метал тческих полос -v.  Фиг. 5. п]1именяются чггще всего вальцы (см. Дробилки) с гладкой цилиндрх1ч. или конич. поверхностью. При грубом помоле щель между валками-3-5 мм, а при тонком-1-3 мм. В больших производствах применяется сдвоенная устаповка, которая состоит из двух пар таких вальцов, причем щелевой просвет верхней пары устанавливается более широким. Достаточно узкий просвет нижней пары весьма существенен, в особенности в тех случаях, когда в глине присутствуют извест-ковистые включения (;],утики). Вальцы для переработки мягких материалов, в том число и глпны, как. правило, изготовляются несколько более широк1Гми. чем при измель-neinni твррдрлх материа.чов. Рифленые и зубчатые вальцы (фиг. 6) применяются для твердых неп.тастич. (шиферных) и.ти, наоборот, очень влалшых и вязких глин. Глина, попадая между зубьями, раздробляется на мелкие куски. Иногда применяется установка, состоящая из двух пар 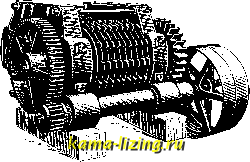 Фиг. 6. вальцов: одной-рифленой, а другой-глад-Kofi, или обеих риф.!юных. Камьювыделите.пьпыр вальцы (фиг. 7) д.тя удаления особенно к})упиых включений состоит из двух итрокпх. слегка конич. ва-пь-цов, сравнительно малого диаметра, поверхности которых образован!.! зак.)учонной по С1И1рали широкой лентой (от 4 до О butivOb). 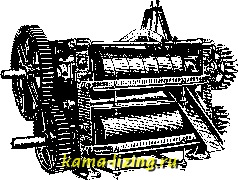 Фиг. 7. Находящиеся в глине icaMini или друи! тверд!>1е прядмрт!.!. попадая па такие вальщ,!, скользят по сиира.тьной, слегка наклонной поверхности и выводятся затем нарулгу при помощи наклонного лот1Ш. Такие вальщ,! об1>1Чпо устанавлива!от в начале производственного агрегата за подавателем. MoKpi.ie бр!унь1 (фиг. 8) для измельчения трудно размокаю1Д11Х г,пин состоят из трех рабочих деталей: из горизонтально!! тарелки, в с[)едней части ]г0Т0[)0Й имеется кольцеобразная решетчатая поверхность с круг-ль!М11 или прямоу1о.ть!1!,1ми отверстиями в ~у-15 мм в иопореч1П11-се, из парил т. паз. бегунов и из нижнр!! тарелки, пр!1нимающей обработанн!>!й мате.)иа.п: и наиравл.н!0П1;ей его далее. Материал, загрулгаем!,1Й на тарелку, )1аздав.тивается и расплющтгвается одним бегуном, ПДУ1ЦИМ по периферии сплошной части тарелки, и передвигается затем сие-циа.тьн1лм с!среб1гОм по направ.1опи!0 рр!!1ст-чатой повррхпости, гдр он попадарт в сферу действия второго бегуна. Протертая через рршртку тлина падает па нижнюю враща!0-щуюся таррлку, 1)аботаЮ!цую по типу кругового подавателя. Вода, HPOoxoiuiMan для ув.;1алгНРН1Гя г./1ин, добав.тяРтся из 1х0.тьце-вой т]:)убь!, расиололурнной над установкой. Произвол,ител1зНОСт1з мокрых оргунов изменяется в очень широких пределах, от 500 до 5 ООО тпт. гсиопича в час; расход мощности равен 6 - 9 РР на калсдые 1 ООО шт. в час. После достаточной обработки па простых и.г!и гсомбинированных вальповых уставов-1ШХ или па бегунах 1лиияпая мрлко1.уско-ватая масса направляется в случае особенно трудно размокающих глин д.яя допо-лнитрль-ного прррммиивания и уси:!Рнного ув.лалгНР-пт!я на к о р i,! т и у ю ! л и и о м il т к у (см. Глиномятка) о) динарного или двойного действия. Эта onepainiH в особенност!! необходима, если в составе г,?1иияной масс!>! и меетс я в в ы с о (ж сте ИР ни в я3 iva я, леир -пая г.тина, i-соторая мед.ченно вп!гтыварт воду, необходимую для облегчения сме-Ш0Н1ГЯ 1лины с бо.лре топдими ее сортами ил!1 с песком. Чем ллтрнее г./1ина и чрм рр бо.т!ы!1Р в составе рабоч. масс!!. тем длии-ирр до.)!Лч!!а быть 1ео{)1лтная !линомят11:а. Зак-1 )ыт!Л11 тип 1\тииомят!СИ. наз1лварм1лй не р р-г о и н 1л м и р р с с о м, способств\Рт более интрнсивному растиранию г.т!пгяиой масс1л, чем откр1лт1лй. 3. Формовапир с!лрца. Лля обглч-II1.ix 1.тин, в том числе и очень п.:1астичрск!1х, тррбу10Щ!!х особенно тщатРльного механич. воздрйствия. в машинном К. п. п[)!!мрня!ОТСЯ ГОрТЛЗОНТа.льныр .лрпточпыр ИрРСС1Л - основ-н1лр маши1лы в к. п., по Пр0ИЗВ0Д!1ТР.ЛЬН0СТИ 1еотор!Лх подбирается мо!!1ность оста.льи!лх машин агрегата. В случае i.tihi, очрпь одио-Р0ДН1ЛХ ii достаточно otohiphhijx от природ!Л, hp тррбующих ii!! значительного прремрпш-вания ни ув.лала1Рния, иримрняются, в особенности в Анг.лии и США, т. наз. ящичн:,!!:; формовочные устройства прриодич. действия.  Фиг.  Фиг. 9. Л е И т о ч н !л е и р е с с 1л (фиг. 9) состоят из 0Т1{;рь!Т0Й п)иемной части А ; с приемной частью скреп.лен прессовой кол-сух--разборный цилиндр п.ли 1ШнусБ, сгсреплен-н!лй в свою очередь с мундштуком В. По осп ци.линдрич. и приемной части проходит го-ризонта.льный ва.л, приводимый в двилгение зубчатой системой Г. Па валу насалсены по спирали ножевые лопасти (фиг. 10). которые, захватывая глину, прижимаемую к ним особым питательным валиком, переминают ее по длине цйлиндрич. или К(знич. части и вы-прессовывают через отверстие мундштука.  Фиг. 10. Чтобы уменьшить трение спрессованной глины о стенки мундштука, внутренность последнего вык.тадывают меднг.гми .листами в виде чешуи и смачивают водой из бака Д. .Лпнточные прессы имеют высокую производительность и могут давать в час от 500 до (> ООО шт. сырца, а последние америк. прессы-до 15 000 шт. кирпича америк. размера. Расход силы составляет около 8 РР на 1 ООО UIT. сырца в час. Лента Е моисет выходить из пресса .тюбой формы сечении. Так напр. для полых кирпичей мундштук снаблсаетсн сердечниками соответствуюгцоп формы. В случае чрезмерно влажных и расп.;и,шаю1цихся при формовке глин (например из месторождений при р. Неве), не допускающих горизонтального выпусюг ленты (нарезанный из нее сь.рец деформи)уется hjjh установке на реб-jio), применяют ленточные npecci.i, дающие не горизонтальную, а вертикальную ленту. Р е 3 а т с л ь н ы е с т о л ы по харак-Tipy ])аботы раздстяются иа три типа: 1)уч-ные, полуавтоматические (фиг. 11) п автоматические. Констругсции рупгых резате.?1ь-иых столов чрезвычайноразнообразны .Обычно щшмоняютси столы с роликами, покрытыми вон.током. Дли .типкой глины рекомендуются гипсов.ые рстики или ]зяд пластинок, увлажняелнлх водой. Полуавтоматические аппараты производят автоматически только розку, снимание же кирпича со стста производится, кадс и в первом случае, вручную. Автоматич. аппараты производят резку сырца, съемку, укладыва1П10 иа доски и транспорт его к подъемнику; аппарат обслуллг-вается одним рабочим. Выходящая из пресса глиняная лента передается посредством .тенточного транспортера на отрезной стол, к-рый проволокой отрезает кирпичи один за другим. В новейшее время в Америке д.;1я глин, не требующих допо.;1Нительной механич. переработки в ленточном прессе, устраиваются особые ленточные прессы, непосредственно соединенные с открытой ко1)ытной г.тин0мятк0й. Для изготовления кирпича в массовом порядке применяются так назыв. ф о р м о-в о ч н ые пресс ы, которые представляют собой соединение мощной вертикальной или горизонтальной глиномятки с особым механизмом, вдавливающим хорошо промешанную и перемятую г.т1ину, непрерывно поступающую из глиномятки, в автоматически подставляемую деревянную форму с Z-6 гнездами. Заполненная глиной многогнездовая фор.ма так лее автоматически вы- двигается вперед иа роликовый стол, где опрокидывается на подстав.теиную доску. Форма снимается вручную ii.in автоматически и освобожденный сырец отправляют на доске в сушку. Маншны этого типа получают в Зап. Европе и в Америке все возрастающее распространение благодаря внесенным в их конструкцию cyniecTBeHHLiM усовершенствованиям. При громадной производительности они расходуют меньше энергии, чем ленточные прессы, и дают сырец, лишенный какой бы то ни бглло слоистости, характерной для ленточного формования. Они очень удобны таклсе для изготовления ки{)нича из глины с чрезмерной природной в.11алсностью, не допускающей применения обычного ленточного фор.мования встедстние деформации r.ini-няного пласта после выхода из мундштука. Сухой способ. За границей давно применяется сухое прессование кирпича из мало пластичных или совсем непластичпых глин. Таковы способы Д о р с т е н а и Т и г л ер а в Германии и И д у во Фрапт.П1И. Сырая г.тина, грубо измельченная без просушки или будучи подсушена и вновь измельчена и ув.талснена, поступает на прессы с давлением в 150-250 кг/см. Этот сырец идет без сушки в печь. Kiiimnn, сформованный по этому способу, значительно от.тичается от обьипюго, обладая весьма высокой механич. 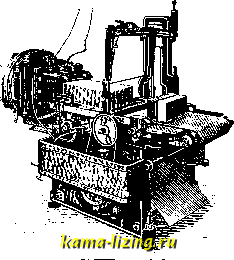 Фпг. и. п[)(Лчностью ((500 кг/смг и выше) и незначительной пористостью (от 5 доО%, считая по холодному водопог.тощению). Отсюда следует, что сухопрессованный кирпич даясе из неп.яастическ. глин, щ)иготовленный по способу Дорстепа, Тиг.тера и Иду, в местностях с суровым климатом относительно мало при-го;{ен в качестве стенового материала. Керамич. лаборатория Технологич. ин-та в ТХенинграде с 1925 г. начала }:)аботать над вопросом об усовершенствовании сухого способа изготов.те1П1я кирпича с целью придания ему b03m0vkh0 бо.тьшей униве1)са.т1ьностиприменения. Лабораторией продстаны опыты со многими сортами г.тин Ленинграда, Москвы, Ростова, Мурманска .и Д15уг., и в коисч-
|